BogusSVO
10+ Year Contributor
- 5,891
- 318
- Jul 1, 2009
-
Pensacola,
Florida
How to check piston to deck clearance
The subject is a Toyota 2ZZ
The block is being milled to ensure a good gasket sealing surface.
The short block must be dry assembled with crank, rods, and pistons.
Rod and main bearings are installed, and only the 2nd ring installed.
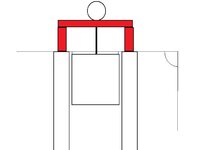
The tools used are a dial indicator and bridge stand
Now zero the dial indicator on the block with .100 preload.
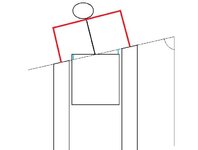
Next slide the dial indicator over the piston and rock the crank back and forth till the highest reading is found.
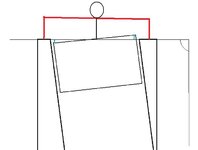
Now read the difference from zero to the depth of the piston.
In this case it was .004
It took .003 to square the block. Leaving the piston .001 in the bore at true TDC
The subject is a Toyota 2ZZ
The block is being milled to ensure a good gasket sealing surface.
The short block must be dry assembled with crank, rods, and pistons.
Rod and main bearings are installed, and only the 2nd ring installed.
The tools used are a dial indicator and bridge stand
Now zero the dial indicator on the block with .100 preload.
You must be logged in to view this image or video.
Next slide the dial indicator over the piston and rock the crank back and forth till the highest reading is found.
You must be logged in to view this image or video.
Now read the difference from zero to the depth of the piston.
In this case it was .004
It took .003 to square the block. Leaving the piston .001 in the bore at true TDC